The application
An industrial adhesive manufacturing facility required a new regenerative thermal oxidizer capable of handling a range of inlet conditions, including a maximum of 45,000 scfm. Process Combustion Corporation (PCC) was engaged to design and install the system.
Segmented Honeycomb heat recovery media
Lantec's Segmented Honeycomb (SHC®) provides the ideal combination of surface area, pressure drop, and gas distribution for challenging applications. SHC® blocks measure 150 × 150 × 150 mm (~6 × 6 × 6 in) and consist of four segments with permanently bonded internal spacers, creating an organized structure of high-surface-area cells and narrow gaps.

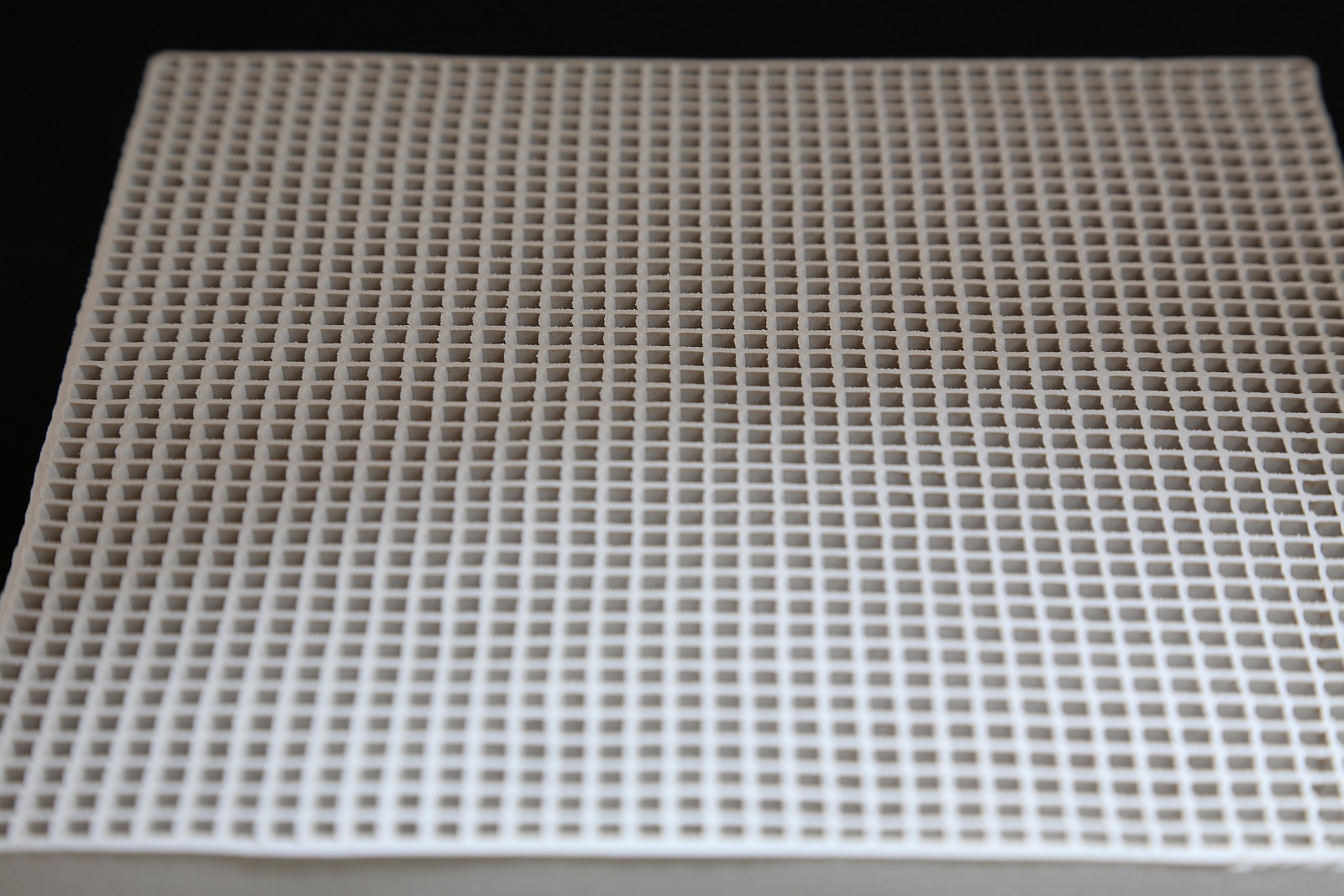
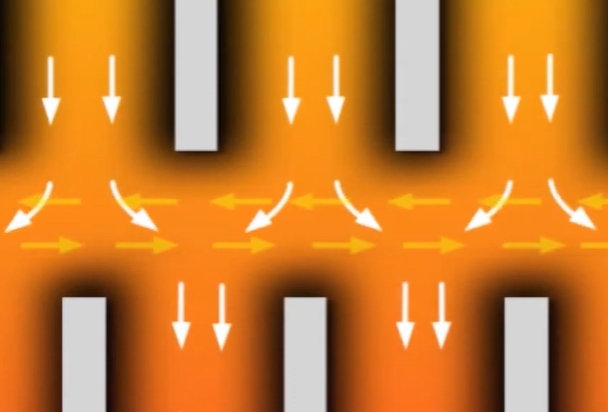
Process gas has the freedom to move laterally as it moves vertically through the bed, improving air distribution and allowing particulates to bypass potential obstructions. The gaps and circulating gas also reduce thermal stress through the ceramic.
Lantec engineers worked with PCC to design the RTO heat recovery bed. In July 2024, PCC installed a QS45 RTO at the facility based on Lantec's calculations.
Design basis and predicted performance
| Design Basis | Predicted Performance | ||
|---|---|---|---|
| 30,000 scfm | |||
| Inlet Air Flow | 30,000 scfm | Preheating Thermal Efficiency | 93.7% |
| Average Burner Air Flow | 0 scfm | Thermal Energy Recovery | 93.7% |
| Average Hot Gas Extraction | 0 scfm | Inlet Gas Velocity | 168 scfm/ft² |
| Elevation above Sea Level | 900 ft | Maximum Stack Gas Temperature | 332 °F |
| RTO Outlet Static Pressure | 1 in-WC | Average Stack Gas Temperature | 200 °F |
| Inlet Air CO₂ Content | 0.04% | Average Energy Input (VOCs+Fuel) | 3.30 MMBtu/hr |
| Inlet Air H₂O Content | 5.0% | Average Fuel Consumption (no VOCs) | 60.1 scfm |
| Inlet Air Relative Humidity | 56.5% | Minimum Preheated Air Temperature | 1,331 °F |
| Inlet Air Temperature | 110 °F | Media Pressure Drop (2 beds) | 4.1 in-WC |
| Combustion Temperature | 1,550 °F | Total Pressure Drop | 4.1 in-WC |
| Valve Switch Time | 3.0 min | Fan Motor Efficiency | 80% |
| Fuel Gas Lower Heating Value | 915 Btu/scf₆₀ | Fan Horsepower | 26.4 hp |
| 45,000 scfm | |||
| Inlet Air Flow | 45,000 scfm | Preheating Thermal Efficiency | 91.9% |
| Average Burner Air Flow | 0 scfm | Thermal Energy Recovery | 91.9% |
| Average Hot Gas Extraction | 0 scfm | Inlet Gas Velocity | 252 scfm/ft² |
| Elevation above Sea Level | 900 ft | Maximum Stack Gas Temperature | 441 °F |
| RTO Outlet Static Pressure | 1 in-WC | Average Stack Gas Temperature | 226 °F |
| Inlet Air CO₂ Content | 0.04% | Average Energy Input (VOCs+Fuel) | 6.36 MMBtu/hr |
| Inlet Air H₂O Content | 5.0% | Average Fuel Consumption (no VOCs) | 115.9 scfm |
| Inlet Air Relative Humidity | 56.9% | Minimum Preheated Air Temperature | 1,227 °F |
| Inlet Air Temperature | 110 °F | Media Pressure Drop (2 beds) | 7.0 in-WC |
| Combustion Temperature | 1,550 °F | Total Pressure Drop | 7.0 in-WC |
| Valve Switch Time | 3.0 min | Fan Motor Efficiency | 80% |
| Fuel Gas Lower Heating Value | 915 Btu/scf₆₀ | Fan Horsepower | 66.7 hp |
Performance confirmed
Measurements taken in July 2025 with the system processing 33,000 scfm showed 93.1% thermal energy recovery and 4.5" WC total pressure drop — well in line with design predictions. The installation will allow the facility to expand in the future and process up to 45,000 scfm.
For more information about how SHC® can help your new or existing system, please reach out to Lantec (sales@lantecp.com) or PCC (pcc@pcc-group.com).

